Угловой зажим для рамок - «Сделай сам»

При склеивании рамок требуется запилить торцы точно под углом 90*. Но главное, сжать детали так, чтобы углы хорошо склеились. Для этой операции существует много вариантов специальных струбцин и самодельных приспособлений. Один из таких методов позволяет зажимать рамы большого размера обычными струбцинами.
Для последующей работы нам необходимо сделать встречные уголки из строганной доски. У больших рамок, как правило и толщина багетов довольно приличная. Поэтому лучше взять доску толщиной не меньше 25-30 мм. .

На доске делается разметка в виде четырех квадратов нужного размера. В этом случае, габариты каждой заготовки были 200/200 мм. . Размеры могут отличаться, главное точно разметить прямоугольную форму. Понадобится сделать четыре зажима на одну рамку.
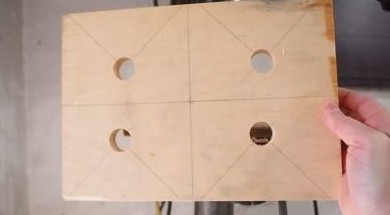
Заготовки выстрагиваются и отпиливаются по разметке на торцовочном станке. На каждой детали, от углов, проводятся две диагонали и в точке пересечения сверлится отверстие диаметром 20-25 мм. . Это отверстие надо сделать обязательно. Так при сборке углы рамки не будут упираться в углы зажимов, они не приклеятся и останется возможность поправить багеты по углу и уровню.

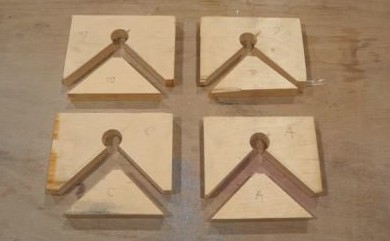
Теперь надо сделать два пропила под 45*, в виде треугольника, до отверстия в центре. Здесь так же рекомендуется использовать хорошо настроенный торцовочный станок. Пилить ножовкой или лобзиком не очень хорошо, идеальной точности может не получиться.

Заготовленные бруски рамки замеряются и торцы отпиливаются под углом 45*. Перед склеиванием надо проверить угольниками, как сходятся торцы и при необходимости точно подогнать стыки.
Но торцы планок наносится клей, детали соединяются и зажимаются двумя встречными уголками. Каждый угол сжимается струбциной и вся рамка проверяется угольником.

Работать с таким приспособлением надо аккуратно. Сильно сжимать струбцины не нужно, иначе детали начнут уходить. Достаточно совместить торцы рамки и быстро прижать струбциной. Другие способы работы в статье сделать рамки.

В любом случае, после склеивания углы придется усиливать вставным плоским шипом. Сделать это можно вместе со сборкой. Для этого на запиленных торцах деталей проходится паз и в него вставляется плоский шип.
Картинки diymontreal.com